
纺织色差仪常用色差公式是哪个?有什么具体应用?
2023-10-13
纺织色差仪主要用于纺织行业,通过特定的颜色空间及色差公式,对纺织品的色差进行量化,进而达到纺织品颜色品质的评估及控制。目前,用于纺织色差值量化的色差公式有很多,但并不是所有的色差公式的色差值都能与人眼相一致性。本文对纺织色差仪常用色差公式及具体应用作了介绍。

纺织色差仪常用色差公式介绍:
当两个物体的颜色非常相似但存在色差时,在均匀色空间中应该可以利用二者的色度坐标所对应的欧式距离表示出来,但是在色空间中去标定符合人眼的视觉差距并不是一件容易做到的事情,甚至有些色空间并不是均匀的,所以很有必要推算出色差公式,将测得的颜色值与人眼观察的颜色值量化,运用相应的色差公式来算出二者的色差值。截止到目前已经提出很多色差公式,例如CIELab、CMC(l:c)、CIEDE2000、BFD、LCD36等,在纺织行业中,经常用到的色差公式有CIELab、CMC(1:c)、CIEDE2000,其中以CMC(l:c)色差公式为主:
CMC(1:c)色差公式中CMC的意思是颜色测量委员会,它是在JPC79公式的基础上得来的,相对于CIELAB色差公式,它改善了其计算色差的准确性,让色差值更符合人眼视觉对颜色的评价,是CIE向大众广推的又一色差公式,同时它也是工业用检测色差常用的公式之一。CMC(1:c)色差公式)在检测色彩质量时,经常被各大工厂企业所采用,以确保生产出的产品色彩质量过关,其色差计算公式如下所示:
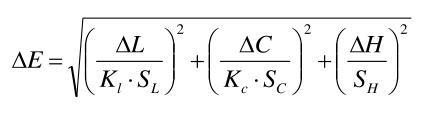
公式中△L,△c,△h,△H的公式如下所示:
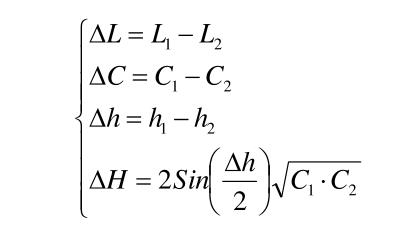
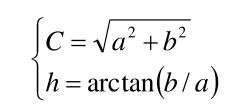
△L,△C,△H,分别为二者的明度差、彩度差和色相差,h为色相角,且C和h的公式如下所示:
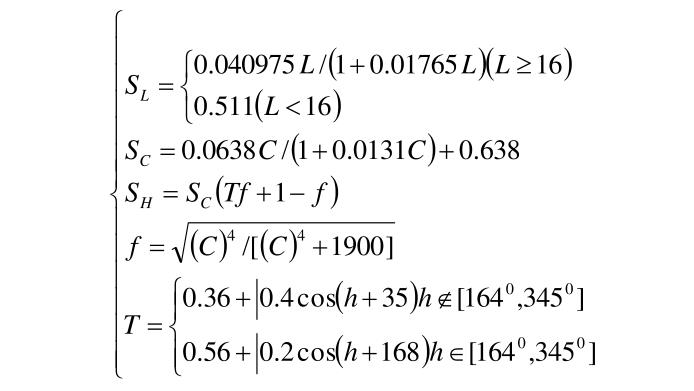
Kl,Kc分别为明度加权数和彩度加权数,通过大量的实验数据得出,在纺织行业中Kl通常定为2,Kc通常定为1。SL,SC,SH分别是标准样品的明度、彩度、色相的加权函数,用来校正色差值。SL,SC,SH的公式如公式如下所示:
其实在计算色差的公式中最精确的是 CIEDE2000 色差公式,它是在2000年被推出的最新的色差公式,同样也是由CIELAB色差公式发展而来,虽然CIEDE2000色差公式与人眼视觉评价一致性很高,但是它还没有得到广泛的使用,缺乏真实有效的评估数据实例,所以很多纺织企业检测色彩质量使用的是CMC(1:c)色差公式。
纺织色差仪色差公式的应用:
1.颜色差异量化及容差设置
在工业生产颜色品质评估中,以量化的色差来表示样品颜色间的差异比用肉眼对比的方式更为准确。同时,量化的数据更方便传输和管理。在相同色区的颜色比较色差时,色差公式与采用目视法测色差具有很好的一致性;而在不同色区的颜色比较色差时,由于颜色空间的不均匀性及人眼对不同色区或不同明度的敏感度不同,采用色差公式与目视法测色差的一致性不佳,但随着色差公式的发展,色差公式对应的颜色空间的均匀性不断增加,以CMC(kl:kc)为例,就已改善了两者间的一致性,在实际生产中的应用也日益广泛,而CIEDE2000的颜色空间均匀性则比CMC(kl:kc)更佳。
成功的颜色品质控制很大程度上依靠于一个可靠的色差公式。此外,也需要设立容忍度的量级,用于判断一批产品在容忍度之内(合格)或在容忍度之外(不合格)。容忍度即是实际生产的产品的颜色对于标准样品所能容忍的色度偏差。制定色差容忍度需根据买卖双方的个人要求,综合考虑可觉色差、控制色差的成本等因素,一般采用CIEL*a*b*颜色空间,或可加上明度、色调、饱和度用图解的方式制定色差容忍度,用于评价织物颜色是否合格,达到颜色品质控制的目的。
2.纺织品色牢度评估
织物颜色牢度是指有色的织物的颜色经受不同方式的处理(如光照、水洗等)而颜色不变的能力。色牢度的评级传统上采用目视评级的方式,而目视评级由于其自身的缺点,不如基于色差公式的仪器评级,后者能克服人为因素所带来的种种误差。
对色牢度仪器评级一般是用仪器测定原织物及经过处理织物样品的相关色度值,再用公式转化为相应的灰卡级数。
3.纺织品同色异谱检测
色差公式的另一个应用便是预测样品间同色异谱的程度。国际照明标准词汇把同色异谱定义为:一对光谱不同的颜色在某一观测条件下拥有相同的三刺激值。有几个因素会影响同色异谱效应:照明体,观测者,几何条件等。
在很多情况下,在织物印染行业中,使用理想的一系列着色剂来获得光谱匹配的颜色是不可能,故只能配出同色异谱色,同时需降低两样品间的同色异谱程度(同色异谱程度越低,在不同条件下,颜色差异便变化越小),使配出的颜色同标准样品之间的色差几乎不受条件改变的影响。同色异谱程度可用同色异谱指数表示。根据国家标准 GB/T 7771—2008《特殊同色异谱指数的测定 改变照明体》计算同色异谱指数来评定织物的同色异谱程度。


 扫一扫添加微信
扫一扫添加微信